
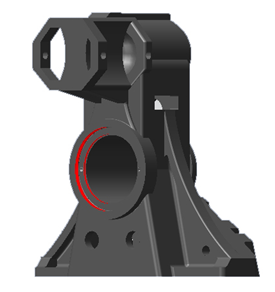
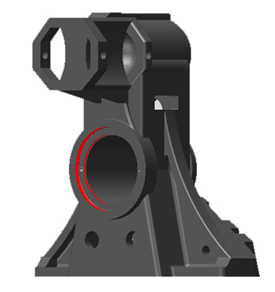
With the ever-increasing requirements of customers for heavy vehicle performance and applicability, automotive enterprises have accelerated product upgrading pace and product components structure becomes more complex. Balance support is one of such parts, with complex bracket shape structure, and certain difficulty in machining.
The material of the auto balance bridge in this paper is ZG270-500 (HB180-260), with complex appearance, high machining difficulty. The following introduces the cutting tools and related recommended cutting data applied in product processing. Different parts of the same type operation are not repeated.
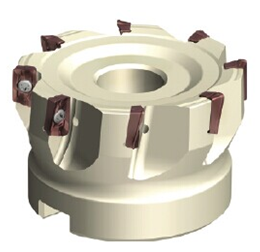
Rough milling
hole end face
Tool:FMP02-160-C40-SE12-12
Insert:YBC302/SEET120308PER-PR
Cutting speed: Vc=

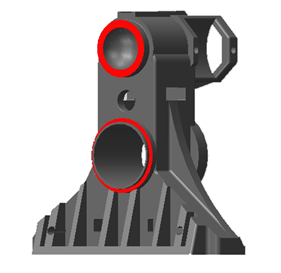
Rough boring
Tool:RB04-CN63-87115-110L
Insert:YBC252/CCMT120408-HR
Cutting speed:Vc=

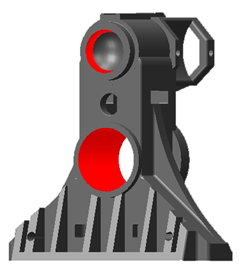
Finish milling
hole end face
Tool:FMP02-160-C40-SE12-12
Insert:YBC302/SEET120308PER-PF
Cutting speed: Vc=

Finish boring
Tool:FB04-CN63-87134-110L
Insert:YNG
Cutting speed:Vc=

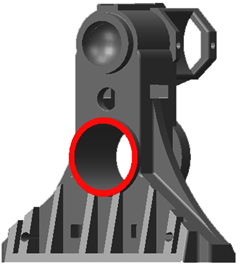
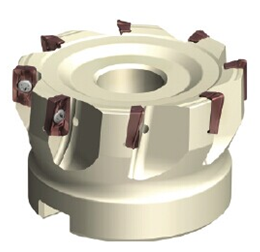
Interpolation
milling hole
Tool:EMP02-050-A22-AP11-06
Insert:YBC302/APKT11T308-PM
Cutting speed:Vc=
Interpolation
milling step surface
Tool:EMP12-050-A22-AZ11-07
Insert:YBG205/AZGT113508PDER-PF
Cutting speed:Vc=
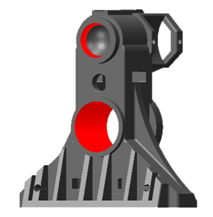
Drilling 2-?5
hole and chamfering
Tool:(非標鉆頭)D5.0 鉆深10 倒角
Cutting speed: Vc=

